Top Tube Repair
Serialized Tab Data



Home › Repair Specifications › Top Tube Repair
Top Tube Repair
GENERAL TUBE REPAIR SPECIFICATION:
This specification applies to the following types of trench shields:
3M, 4L, 4M, 6M, 8M, T, E, N, K, and LD
| 4L, 4M, N, E | C5 x 9 CHANNEL |
| 6M, 6H, K | C7 x 12.5 CHANNEL |
| 8M, 8H, LD | C9 x 15 CHANNEL |
SPECIFICATIONS
- All welding shall be performed according to the Structural Welding Code for Steel – AWS D1.1-90
- A certified welder shall perform all welding.
- 70,000 psi welding rod or wire shall be used to complete the welds.
- C-Channel shall be Fy=50ksi material.
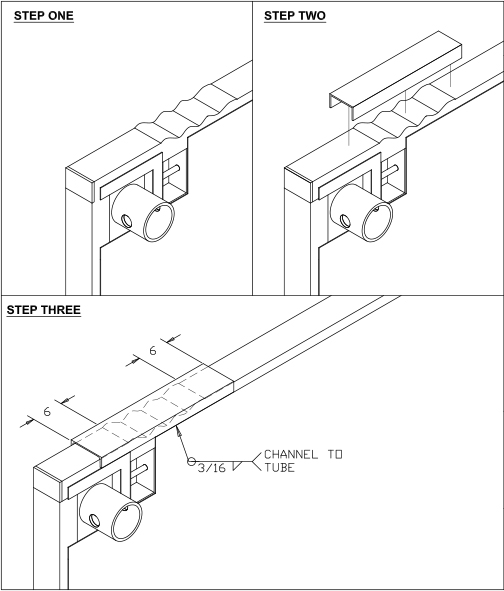
PROCEDURE
- Inspect tube make sure tube can be capped or formed back in place. If skin plate is damaged, consult factory.
- Determine length of the channel required. Overlap damaged area by a minium of six inches on each end.
- Weld channel to damaged tube using a continuous 3/16″ fillet weld as shown.